
Технология тандем сварки. Надежность применения
Однако только в последние несколько лет благодаря развитию источников питания и передовым сварочным технологиям стало возможным обеспечить хороший результат данного сварочного процесса.
При использовании тандем сварки (tandem weld) важно использовать импульсные сварочные источники питания, особенно для сварки алюминия и нержавеющей стали. Импульсные характеристики дуги помогают уменьшить разбрызгивание и способствуют достижению лучших характеристик дуги. Также важно для гибкости настройки, чтобы эти источники питания имели регулируемые параметры импульса.
Сварочный процесс
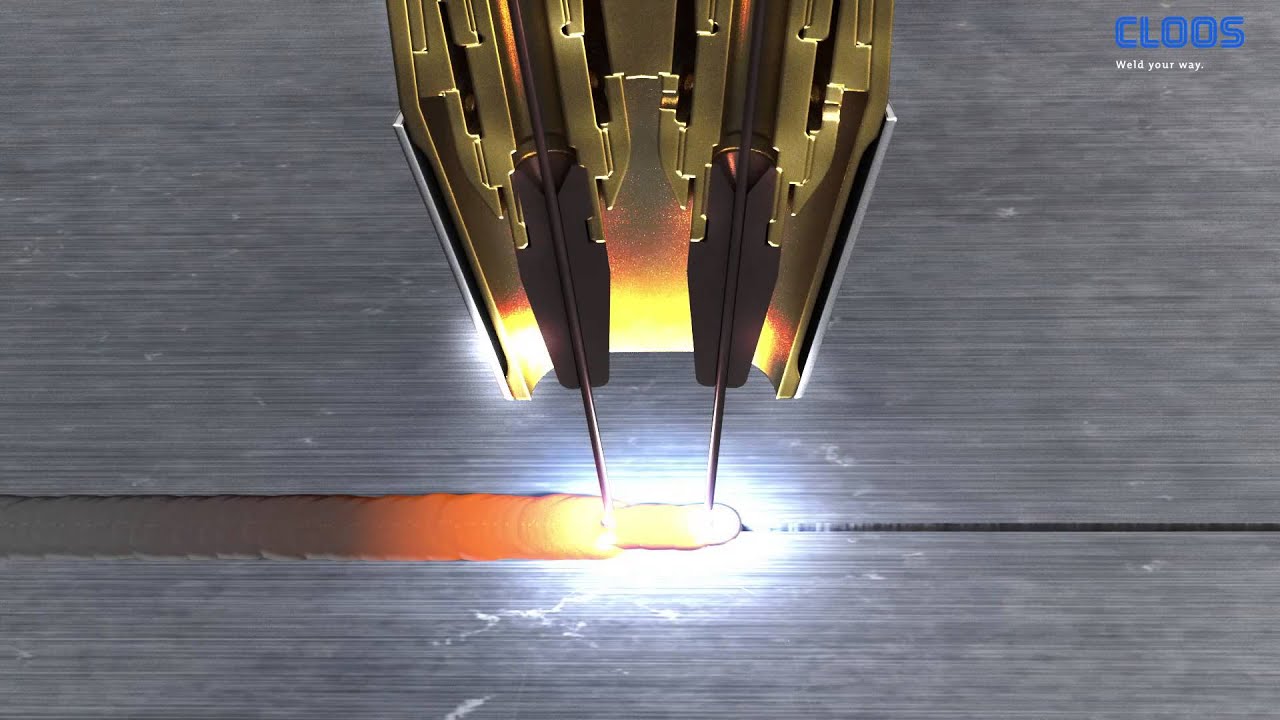
Процесс тандем сварки состоит из двух полностью независимых сварочных схем, каждая со своим собственным источником питания, подающим механизмом, шлангпакетом горелки и контактным сварочным наконечником. Эти две сварочные цепи сходятся в едином для них обоих компоненте - сварочной горелке.
Некоторые производители предоставляют возможность синхронизации импульсов между двумя источниками питания. Синхронизация импульсов может быть использована для стабилизации дуги за счет снижения интерференции между двумя цепями сварки. Применение синхронизации импульсов необходимо от конкретного использования и это не означает, что она всегда необходима.
Благодаря высокой производительности и сильному нагреву, процесс тандем сварки подходит только для автоматизированной и роботизированной сварки. Таким образом, важно, чтобы сварочное оборудование было интегрировано с контроллером робота или автоматизированной сварочной установки. Это позволяет оператору программировать с особой гибкостью точные параметры тандема сварки. Оптимальное качество может быть достигнуто путем правильной балансировки параметров сварки для каждой сварочной проволоки.
.jpg)
Процесс тандем сварки применим как для углеродистых сталей, так и для нержавеющих сталей и алюминия. Из за относительной мягкости алюминиевой проволоки - для сварки алюминия предпочтительно использование push-pull системы горелки (тяни-толкай).
Оборудование для тандем сварки
Два сварочных наконечника, предназначенные для подвода тока на проволоку, располагаются в общем корпусе горелки с общим газовым сварочным соплом. Наконечники расположены под углом друг к другу таким образом, что во время сварки, обе проволоки, имея каждая свою собственную дугу – формируют одну сварочную ванну расплавленного металла.
Хотя сварочная горелка для тандем сварки больше, чем горелка для стандартной сварки одной проволокой, поставщики оборудования разработали её в компактном дизайне. Это дает хороший доступ ко многим типам сварных соединений, в том числе и в узкощелевую разделку. Как правило, процесс тандем сварки используется таким образом, что одна сварочная проволока следует непосредственно за другой в направлении сварки в сварном соединении, хотя это не всегда необходимо. При применении процесса тандем вместе со сварочным роботом, важно иметь возможность сварки в любом направлении. Иными словами, любая сварочная проволока должна быть в состоянии действовать в качестве ведущей.
Это обеспечивает большую гибкость при написании программы сварки для робота и позволяет программисту в полной мере воспользоваться всеми возможностями робота и его полным рабочим диапазоном. Это также полезно в некоторых случаях, чтобы производить сварку только одной проволокой, где невозможно или не желательно применение процесса сварки тандем.
Отслеживание сварочного шва по дуге всегда должно быть сделано ведущей проволокой, поэтому система также должна иметь возможность переключения отслеживания от одной проволоки к другой. Попытка выполнить слежение ведомой проволокой может привести к противоречивым результатам. Те же ограничения, что и при слежении за швом при применении одной проволоки должны быть применимы и к слежению при сварке двумя проволоками. Робот должен совершать поперечные колебания по шву во время сварки и считывать напряжения дуги в обоих направлениях (например, при сварке втавр).
Если проводится сварка листового металла встык или другие соединения, при которых использование слежения по дуге не представляется возможным, то должно быть рассмотрено применение лазерных датчиков или других опций.
Тандем в настоящее время используется в сотнях применений по всему миру и стал хорошо проверенным и надежным процессом. Он имеет некоторые ограничения, но при правильном применении, скорость сварки по сравнению с процессом одной проволокой может быть увеличена в два и более раз, без ухудшения качества сварного шва.
Применения процесса ТАНДЕМ
Основным преимуществом сварки тандем является увеличенное вложение металла, что приводит к увеличению скорости сварки. Ниже приведены некоторые примеры, которые сравнивают результаты тандем сварки со стандартной сваркой
| Применение | Сварка балок | |
| Материал | Сталь | |
| Тип сварочного шва | V-образный | |
| Толщина металла | 20 мм | |
| Сварка одной проволокой (стандартный процесс) |
Скорость подачи проволоки |
13 м/мин |
| Скорость сварки | 30 см/мин | |
| Производительность | 7,29 кг/час | |
| Сварка ТАНДЕМ | Скорость подачи проволоки | 19,1 м/мин - ведущая проволока |
| 9 м/мин - ведомая проволока | ||
| Скорость сварки | 80 см/мин | |
| Производительность | 15,17 кг/час |
| Применение | Сварка катализаторов | |
| Материал | CrNi4370 | |
| Тип сварочного шва | соединение 3-х пластин | |
| Толщина металла | 1 мм | |
| Сварка одной проволокой (стандартный процесс) |
Скорость подачи проволоки |
11 м/мин |
| Скорость сварки | 120 см/мин | |
| Производительность | 5,28 кг/час | |
| Сварка ТАНДЕМ | Скорость подачи проволоки | 19,1 м/мин - ведущая проволока |
| 14 м/мин - ведомая проволока | ||
| Скорость сварки | 290 см/мин | |
| Производительность | 11,88 кг/час |
| Применение | Сварка топливных баков | |
| Материал | Алюминий | |
| Тип сварочного шва | круговой шов, внахлест | |
| Толщина металла | 2 мм | |
| Сварка одной проволокой (стандартный процесс) |
Скорость подачи проволоки |
4,6 м/мин |
| Скорость сварки | 55 см/мин | |
| Производительность | 0,84 кг/час | |
| Сварка ТАНДЕМ | Скорость подачи проволоки | 8,2 м/мин - ведущая проволока |
| 6,1 м/мин - ведомая проволока | ||
| Скорость сварки | 130 см/мин | |
| Производительность | 1,82 кг/час |
Другие применения процесса ТАНДЕМ сварки:
- Роботизированная сварка агропромышленной техники
- TANDEM сварка при производстве прицепов
- Высокопроизводительная сварка контейнеров

если есть вопросы ? позвоните по телефону 8 800 500 55 42 или 8 812 448 13 14, пишите info@dvt-spb.ru мы обязательно вам поможем!
- 07.09.2020Просмотров: 1869
Полуавтоматическая MIG/MAG сварка это один из многих видов сварки, используемый на сегодняшний день, как в тяжелой промышленности, так и в гаражных условиях. Этот процесс не такой сложный, как TIG сварка, чтобы ему быстро научиться. Тем не менее, для того, чтобы получить хорошие результаты вы должны сосредоточиться на некоторых аспектах MIG сварки и должны выполнять их на практике.
- 08.09.2020Просмотров: 2649
В 1913 году английский металлург Гарри Бреарли, работая над проектом по улучшению оружейных стволов, случайно обнаружили, что добавление хрома в низкоуглеродистую сталь придает ей способность сопротивляться кислотной коррозии.
- 08.09.2020Просмотров: 4429
Медь и медные сплавы предлагают уникальные сочетания свойств материала, что делает их выгодными для многих производственных условий. Они имеют широкое использование из-за их отличных свойств электро- и теплопроводности, низкого коэффициента трения, высокой стойкости к коррозии и хорошими характеристиками прочности и сопротивления усталости

