
Пресс механический КД2124К, КД2324











усилие - 25 тн., стол - 340х500 мм.
| Усилие, тн | 25 |
| Мощность, кВт | 2.7 |
| Масса, кг | 2100 |
Пресс механический КД2124К, КД2324
Преимущества:
- Надежное и долговечное оборудование
- Простота в эксплуатации
- Высокая производительность
- Гарантия качества от производителя
Особенности:
- Механический пресс с высокой точностью и плавностью хода
- Регулируемая сила нажатия
- Удобное управление и настройка параметров
- Использование современных технологий в производстве
Назначение:
Пресс механический КД2124К, КД2324 предназначен для выполнения различных операций по формовке, вырубке, вытяжке и другим видам обработки металлических и неметаллических материалов.
Сферы применения:
- Промышленное производство
- Машиностроение
- Автомобильная отрасль
- Строительство
Технические характеристики:
- Модель: КД2124К, КД2324
- Максимальная сила нажатия: 200 тонн
- Размеры стола: 1200x2400 мм
- Регулировка хода: до 200 мм
- Мощность двигателя: 15 кВт
Обратитесь к специалистам компании 'Невастанкомаш' для подбора и консультации по приобретению пресса механического КД2124К, КД2324. Мы гарантируем качество и надежность оборудования!
Пресс механический КД2124К, КД2324 предназначен для выполнения операций холодной штамповки листового металла. Может работать как на одиночных, так и на непрерывных ходах (при оснащении автоматическими подачами - шиберными, валковыми). Пресс КД2124К, КД2324 оснащн автоматической подачей, может использоваться в автоматических и поточных линиях.
Пресс кривошипный КД2124 широко используется для осуществления операций по холодной штамповке листового металла. Данный вид оборудования может работать как на непрерывных, так и одиночных ходах. При этом непрерывность хода обеспечивается наличием автоматических подач:
- шиберных;
- валковых.
Пресс кривошипный КД2124 по праву можно назвать не только надежным, но и универсальным видом оборудования, ведь применяется он во многих сферах современной промышленности. Рационально использование данного оборудования для удовлетворения целей единичного и серийного производства.
Эксплуатационные характеристики пресса
Стоит отметить, что пресс кривошипный КД2124 характеризуется высокой точностью обработки деталей, а также надежностью и удобством использования: данные критерии в полной мере оправдывают стоимость оборудования. А приобрести его по оптимальной цене можно в компании НЕВАСТАНКОМАШ, сделав заказ, используя форму на сайте или же – совершив телефонный звонок.
Механический кривошипный пресс модели КД2124 незаменим при любом типе производства: мелкосерийном, серийном и массовом. Наличие такого оборудования позволяет легко и качественно выполнять вырубку, гибку, пробивку и любые другие операции, связанные со штамповкой листового материала.
Модель КД2124 не вызывает никаких трудностей в эксплуатации, а благодаря способности выполнять необходимые манипуляции с заготовками и на одиночных, и на автоматических ходах, пользуется повышенным спросом среди российских и зарубежных производителей.
Неоспоримым преимуществом пресса кривошипного модели КД2124 является способ подачи ленты. На данном оборудовании работает два варианта: подача вручную или в автоматическом режиме. При этом штучная автоматическая подача осуществляется при установке подачи револьверной. Для того чтобы иметь представление об условиях подачи, стоит обратиться к ведущим специалистам нашей компании, которые предоставят исчерпывающую информацию на этот счет.
Кроме вышеперечисленных достоинств пресса для штамповочных работ, нельзя не упомянуть о том, что он может быть оборудован узлом автоподачи, что позволяет применять его как в поточных линиях, так и в автоматических.
КД2124 Пресс однокривошипный простого действия открытый ненаклоняемый. Назначение, область применения
Пресс однокривошипный простого действия открытый ненаклоняемый двухстоечный КД2124 предназначен для изготовления деталей операциями холодной листовой штамповки: гибкой, вырубкой, пробивкой, неглубокой вытяжкой и т.д., в том числе в составе автоматизированных комплексов.
Прессы применяются на предприятиях различных отраслей промышленности, в цехах и на участках холодной листовой штамповки. Находят широкое применение при любом типе производства: мелкосерийном, серийном, массовом.
Прессы предназначены для работы как на одиночных, так и на непрерывных ходах при оснащении их автоматическими подачами (роликовыми, валковыми, шиберными и др.).
Расчет усилий, необходимых для выполнения холодноштамповочных операций, рекомендуется производить, руководствуясь приведенной в паспорте пресса номограммой "усилие - ход" и справочниками по холодной листовой штамповке.
Величину допускаемых усилий на ползуне, в зависимости от угла поворота кривошипа, следует выбирать из графика допускаемых усилий на ползуне, помещенного в паспорте пресса.
Размеры штампуемого изделия на прессе определяются размерами штампового пространства, величиной хода ползуна и допускаемыми усилиями на ползуне.
Прессы оборудованные автоматическими подачами могут использоваться в автоматических и поточных линиях.
Пресс состоит из следующих основных узлов:
- Станина
- Привод
- Муфта-тормоз
- Вал эксцентриковый
- Ползун
- Уравновешиватель ползуна
- Воздухораспределитель
Станина пресса литая чугунная коробчатой формы, воспринимает все усилия, возникающие при штамповке.
Ползун, изготовленный из высокопрочного чугуна, коробчатой формы, с призматическими двусторонними направляющими. Левая направляющая регулируемая. Ползун снабжен предохранителем от перегрузки и клиновым устройством для выведения пресса из распора. Величина хода ползуна регулируемая. В механизм регулировки введено кулачковое зацепление для сокращения времени на переналадку. Для устранения влияния массы ползуна и верхней половины штампа на работу прессов, а также для предотвращения произвольного опускания ползуна в аварийных ситуациях предусмотрены пневматические уравновешиватели.
Межштамповое пространство регулируется.
Прессы оснащены пневмосдувателем, возможна установка пневмоподушки. Удаление изделий из штампа осуществляется на провал и в просвет между стойками прессов.
Привод ползуна — от электродвигателя через клиноременную передачу, маховик с вмонтированной в него муфтой-тормозом, и эксцентриковый вал.
Муфта-тормоз — жесткосблокированная, многодисковая, фрикционная, с пневматическим включением; вмонтирована в маховик.
Электросхема блока управления выполнена бесконтактной и сдублированной. Предусмотрены контроль величины тормозного пути и управление системой смазки.
Электроблокировка и ограждения обеспечивают надежную работу и безопасное обслуживание прессов.
Технические характеристики КД2124К, КД2324
| Наименование параметра | КД2124 |
| Основные параметры | |
| Номинальное усилие пресса, кН (т) | 250 |
| Наибольший ход ползуна (штока), мм | 5..65 |
| Размеры стола, мм | 340 х 500 |
| Размеры отверстия в столе, мм | 170 х 250 |
| Диаметр отверстия в столе, мм | 210 |
| Наибольшее расстояние между столом и ползуном в его нижнем положении - закрытая высота пресса, мм | 250 |
| Расстояние от оси штока до станины (вылет), мм | 190 |
| Частота ходов ползуна непрерывных, 1/мин | 160 |
| Частота ходов ползуна одиночных от кнопки, 1/мин | 50 |
| Величина регулировки расстояния между столом и ползуном, мм | 55 |
| Расстояние между стойками станины в свету, мм | 240 |
| Толщина подштамповой плиты, мм | 75 |
| Размеры нижней поверхности ползуна, мм | 225 х 280 |
| Максимальный ход выталкивателя в ползуне, мм | 30 |
| Высота стола над уровнем пола, мм | 820 |
| Тип муфты тормоза | УА3138 |
| Электрооборудование | |
| Количество электродвигателей | 1 |
| Электродвигатель главного привода, кВт | 2,7 |
| Габариты и масса КД2124К пресса | |
| Габариты пресса (длина ширина высота), мм | 1170 х 1191 х 2110 |
| Масса пресса, кг | 2100 |
Устройство, схема работы КД2124
Пресс однокривошипный открытый простого действия КД2124 предназначен для выполнения различных операций холодной штамповки листового материала: вырубки, пробивки, неглубокой вытяжки и т.д. Может работать как на одиночных, так и на непрерывных ходах (при оснащении автоматическими подачами - шиберными, валковыми). Пресс, оснащённый автоматической подачей, может использоваться в автоматических и поточных линиях.
Станина пресса чугунная или стальная, коробчатой формы. В опорах устанавливается эксцентриковый вал. Спереди станины на направляющих устанавливается ползун, который является рабочим органом пресса. Ползун соединен с эксцентриковым валом посредством регулировочного винта и разъемного шатуна. На рабочей плоскости стола закреплена подштамповая плита с Т-образными пазами и отверстием для работы "на провал". Для защиты пресса КД 2124 от перегрузок служит предохранительная шайба, которая при перегрузке разрушается.
Машиностроительное предприятие «ПромСтройМаш» является непосредственным производителем и продавцом пресса кривошипного открытого простого действия модели КД2124.
Мы не только производим, но и продаём КД2124 во все регионы Российской Федерации и страны ближнего зарубежья: Беларусь, Казахстан, Украину.
Оборудование для проведения холодноштамповочных операций нашего производства хорошо зарекомендовало себя в Москве, Ярославле, Нижнем Новгороде, Екатеринбурге, Новосибирске и других городах России.
Купить пресс кривошипный указанной модели Вы можете непосредственно у нас или у наших дилеров.
СОСТАВ И КОМПЛЕКТ ПОСТАВКИ КД2124
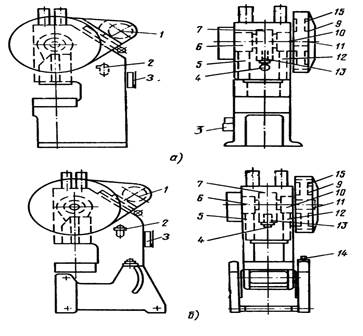
Общий вид пресса КД2124
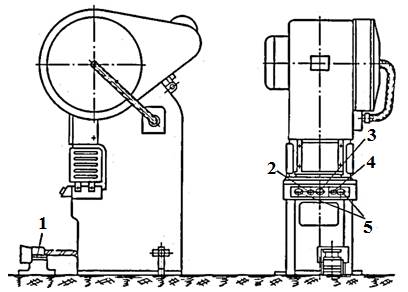
1 - педаль;
2 - кнопка “Пуск электродвигателя”;
3 - кнопка “Общий стоп”;
4 - кнопка “Стоп автоработы”;
5 - кнопка “Ход ползуна” (двурукое включение).
В комплект поставки пресса КД2124 входит:
пресс с пневмомуфтой в сборе – 1,
пульт управления – 1,
педаль управления – 1,
решетчатое ограждение рабочей зоны – 1,
оптическая защита рабочей зоны – 1,
электрошкаф с электронной системой управления – 1,
руководство по эксплуатации (паспорт) – 1,
ЗИП – к-т,
сертификат соответствия – 1.
УСТРОЙСТВО ОСНОВНЫХ ЧАСТЕЙ КД2124
Основными узлами КД2124 являются: станина, привод, муфта-тормоз, вал эксцентриковый, ползун, уравновешиватель ползуна, воздухораспределитель.
Станина КД2124
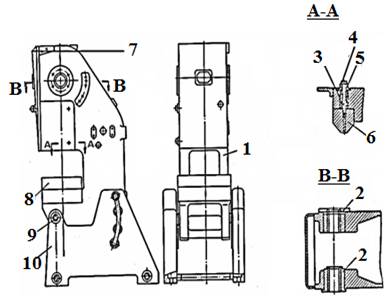
Станина 1 представляет собой чугунную конструкцию, коробчатой формы, воспринимающую все усилия, возникающие при штамповке.
В ее верхней части в буксах 2 запрессованы бронзовые втулки, служащие опорой для эксцентрикового вала.
С левой стороны - увеличенный диаметр буксы для удобства монтажа и демонтажа эксцентрикового вала, сзади - платик для подмоторной плиты, на которой устанавливается электродвигатель.
Спереди, на специально обработанных местах – крепятся призматические направляющие ползуна 6, из которых левая регулируемая.
Регулировка направляющей осуществляется винтами с помощью резьбового соединения 3, 4, 5.
Передняя часть станины закрыта дверкой 7.
На рабочей плоскости стола закреплена подштамповая плита 8.
Наклон станины наклоняемых прессов осуществляется механизмом наклона - при помощи винта с ручным приводом.
1 – станина;
2 – буксы;
3 – втулка;
4 – болт;
5 – гайка;
6 – направляющая;
7 – дверка;
8 – подштамповая плита;
9 – гайка;
10 - стойка.
Привод КД2124
Привод пресса КД2124 осуществляется от электродвигателя 3 через клиноременную передачу 5, маховик 6 с вмонтированной в него муфтой-тормозом к эксцентриковому валу. Электродвигатель расположен на сдвигающейся подмоторной плите 4.
1 - гайка;
2 – винт;
3 – электродвигатель;
4 – подмоторная плита;
5 – клиноременная передача;
6 – маховик.
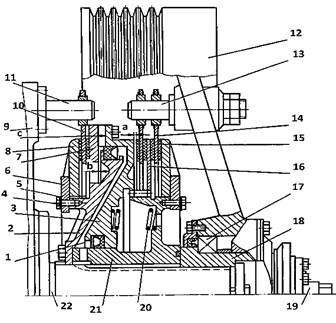
Муфта-тормоз КД2124
Муфта-тормоз состоит из нормализованного узла «муфта-тормоз УВ3135», воздухоподводящей головки и маховика, опорами которого являются радиальные шарикоподшипники, насаженные на втулку, которая в свою очередь устанавливается на эксцентриковый вал.
Сама муфта-тормоз, жестко сблокированная многодисковая фрикционная с пневматическим включением, состоит из следующих частей:
- ведущей (ведущих дисков муфты с фрикционными накладками);
-ведомой (ступицы с неподвижно присоединенным поршнем, цилиндра, перемещающегося вдоль оси, опорных дисков, установленных на резьбе ступицы и поршня, нажимного диска тормоза, установленного жестко на цилиндре, промежуточного диска муфты);
- тормозной (тормозного диска с фрикционными накладками).
Через воздухоподводящую головку 19 и вал эксцентриковый 22 воздух поступает в пневмокамеру 1, перемещает цилиндр 3 вдоль оси вала эксцентрикового в сторону муфты и зажимает ведущие диски 14 муфты, связанные с постоянно вращающимся маховиком 12 через пальцы 13, обеспечивая передачу крутящего момента через ступицу 21 на эксцентриковый вал.
В момент торможения эксцентрикового вала сжатый воздух из пневмокамеры выпускается в атмосферу через воздухоподводящую головку, соединительный рукав и клапан трехходовой сдвоенный сблокированный.
Под воздействием пружин 20 цилиндр возвращается в сторону тормоза и зажимает тормозной диск 10, сидящий на пальцах 11, связанных со станиной 9 – происходит торможение подвижных частей пресса.
а - отверстие;
b - рабочая камера;
с - торец ступицы;
1 - винт;
2 - палец;
3 - ступица;
4 - поршень;
5 - планка;
6 - вкладыши;
7 - диск;
8 - кольцо;
9 - пружина;
10 - диск;
11 - маховик;
12 - вкладыши;
13 - диск;
14 - винт;
15 - кольцо-гайка;
16 - подшипник;
17 - подшипник.
Вал эксцентриковый КД2124Г
Узел вала состоит из собственно эксцентрикового вала 3, эксцентриковой втулки 4, буксы 2 и переходной втулки 1, предназначенной для установки средств механизации на прессе.
Регулировка величины хода ползуна осуществляется вращением эксцентриковой втулки 4, которая входит в зацепление с валом 3 через зубчатое эвольвентное зацепление и выводится из зацепления вращением гайки 5.
При этом во избежание смещения шатуна необходимо между шатуном и буксой станины вложить деревянную проставку.
После установки необходимой величины хода ползуна эксцентриковая втулка вводится в зацепление с эксцентриковым валом и стопорится болтом 9, а деревянная проставка удаляется. Остановка ползуна в верхней мертвой точке, после изменения величины хода ползуна, осуществляется вращением втулки 8.
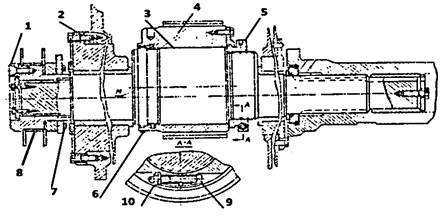
1 – гайка;
2 – букса;
3 – вал;
4 – втулка;
5 – гайка;
6 – планка;
7 – болт;
8 – втулка;
9 – болт;
10 – гайка.
Ползун КД2124
Ползун пресса 2124 16 изготовлен из высокопрочного чугуна и является рабочим органом пресса, к которому крепится верхняя часть штампа.
Крепление ползуна на эксцентриковом валу осуществляется посредством разъемного шатуна 8, между корпусом и крышкой 7 которого установлены бронзовые вкладыши 6 подшипника, охватывающие эксцентриковую втулку.
Крышка шатуна крепится шпильками 5. В шатун снизу ввернут регулировочный винт 10, шаровая головка которого заключена между опорой 14 и вкладышем 12 поджимаемым гайкой 11. Опорой подпятника служит предохранительная шайба 15, рассчитанная на разрушение при перегрузки пресса.
Ходовая посадка шаровой головки регулировочного винта 10 обеспечивается затяжкой гайки 11, после чего гайка стопорится винтом 13. Регулировка величины штамповочного пространства производится вращением регулировочного винта 10 при помощи гаечного ключа. Установленная величина штампового пространства фиксируется стопорными втулками 20 и 21, которые стягиваются винтом 22.
Нижний предел регулировки штампового пространства ограничивается фиксатором 9. Величина регулировки определяется по линейке 2.
В нижней части ползуна расположены отверстия для крепления верхней плиты штампа.
Крепление штампа за хвостовик осуществляется прижимом 17 посредством двух шпилек с гайками 19.
Стопорный винт 18 служит для отталкивания прижима 17 при снятии штампа. В пазу ползуна расположена планка выталкивателя 4, упором для которой служат два регулируемых упора 3, закрепленных в станине.
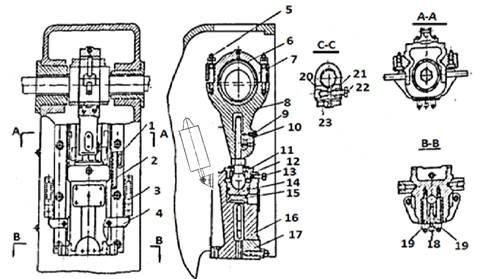
1 – указатель;
2 – линейка;
3 – регулируемые упоры;
4 – планка выталкивателя;
5 – шпилька;
6 – вкладыш;
7 – крышка;
8 – шатун;
9 – фиксатор;
10 – регулировочный винт;
11 – гайка;
12 – вкладыш;
13 – винт;
14 – опора;
15 – предохранительная шайба;
16 – ползун;
17 – прижим;
18 – винт;
19 – шпильки с гайками;
20 – стопорная втулка;
21 – стопорная втулка;
22 – стягивающий винт;
23 – шпонка.
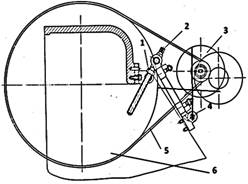
Уравновешиватель ползуна КД2124
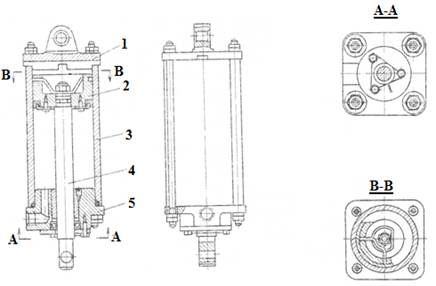
Уравновешиватель предназначен для устранения влияния веса ползуна и верхней половины штампа на работу пресса и для предотвращения произвольного опускания ползуна при аварийных случаях: обрыве винта шатуна или шпилек крышки шатуна.
По конструкции уравновешиватель ползуна представляет собой пневматический цилиндр одностороннего действия, подвешенный на станине.
Шток 4 при помощи оси соединен с кронштейном ползуна. Сжатый воздух в цилиндр 3 уравновешивателя поступает из ресивера через отверстие в нижней крышке 5. Поршень 2 за шток 4 постоянно тянет ползун вверх.
При ходе вниз воздух из уравновешивателя выжимается в ресивер. Заливка масла в полость поршня производится через боковые отверстия в крышке 1.
1 – крышка,
2 – поршень,
3 – цилиндр,
4 – шток,
5 – крышка.
ПНЕВМООБОРУДОВАНИЕ пресса КД2124
Через фильтр-влагоотделитель сжатый воздух поступает в маслораспылитель, регулятор давления в ресивер, а затем по одной магистрали к уравновешивателю ползуна, а по другой – через пневмораспределитель к муфте.
Пневмораспределитель представляет собой сдвоенный пневматический клапан с сервоуправлением от электропневматических включающих вентилей.
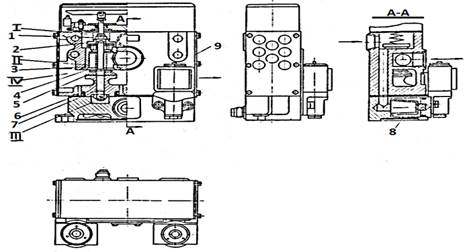
I, II, III, IV - полости,
1 - пружина;
2 - клапан;
3 - втулка;
4 - пружина;
5 - кольцо;
6 - поршень;
7 - шток;
8- фильтр;
9 - глушитель
Исполнение клапанов нормально-закрытое, т.е. при обесточенных катушках электромагнита включающих вентилей проход через клапаны закрыт.
Для включения клапана подается напряжение на обмотки катушек магнитов включающих вентилей, при этом клапан вентиля соединяет полость 1, постоянно соединенную с ресивером пресса, с полостью III. Воздух, подводимый к включающим вентилям, проходит через фильтр 8. Под давлением сжатого воздуха поршни 6 поднимаются вверх, сжимая пружины 4, предварительно уменьшая (живое) сечение, перекрывают выхлопные отверстия, одновременно в конце хода штоки 7 поднимают клапаны 2, сжимая пружины 1. Полости I и II соединяются. Полости IV отключается, соединяя пневмосеть от ресивера с полостью муфты, происходит включение поршня муфты. После снятия напряжения с обмоток катушек электромагнитов (отключение муфты) перекрывают доступ воздуха в полость III, одновременно соединяя ее с атмосферой.
При этом давление в полости III падает, и поршни 6 возвращаются в исходное положение под действием пружин 4, соединяя полости II с атмосферой. Сжатый воздух, выходя из полости, проходит через глушители 9. В это время пружины 1 возвращают висходное положение клапаны 2, перекрывая доступ сжатого воздуха из ресивера в муфту и клапан (муфта отключается).
Нормальная работа клапана управления обеспечивается исключительно чистым сжатым воздухом.
СИСТЕМА СМАЗКИ ПРЕССА КД2124
Смазка пресса 2124 производится согласно схеме
Перед пуском пресса 2124 необходимо:
- проверить наличие смазки в бачке маслостанции, произвести смазку всех точек смазки, указанных в схеме;
- заполнить масляный резервуар маслораспылителя пневмосети отфильтрованным маслом «Индустриальное20» до риски уровня (с добавлением ингибитора от ржавления для тропиков);
- залить в стакан через боковой паз верхней крышки уравновешивателя 200 г масла «Индустриальное 20»;
- сорта масел и способ смазки указаны в таблице
| № позиции на схеме | Наименование смазываемых точек | Способ смазки | Марка масла |
| 1 | Подшипники эл. двигателя | Ручная набивка | ЦИАТИМ-203 ГОСТ 8773-73 |
| 2 | Маслораспылитель | Заливка вручную | Индустриальное 20 ГОСТ 20799-88 |
| 7 | Шейка шатуна | Маслостанция ILC | Индустриальное 20 ГОСТ 20799-88 |
| 6, 10 | Подшипники вала | Маслостанция ILC | Индустриальное 20 ГОСТ 20799-88 |
| 5, 12 | Направляющие ползуна | Маслостанция ILC | |
| 3 | Маслостанция ILC | Ручная заливка в бачок | |
| 4 | Шаровая опора | Заливка вручную | Индустриальное 45 ГОСТ 20799-88 |
| 9 | Подшипники маховика | Шприцевание | ЦИАТИМ-203 ГОСТ 8773-73 |
| 11 | Подшипники воздухоподводящей головки муфты-тормоза | Ручная набивка | ЦИАТИМ-203 ГОСТ 8773-73 |
| 13 | Винт шатуна | Ручная, лопаткой | ЦИАТИМ-203 ГОСТ 8773-73 |
| 14 | Механизм наклона | Ручная, лопаткой | ЦИАТИМ-203 ГОСТ 8773-73 |
| 15 | Пальцы муфты-тормоза | Ручная, лопаткой | ЦИАТИМ-203 ГОСТ 8773-73 |
ПОДГОТОВКА К ПЕРВОНАЧАЛЬНОМУ ПУСКУ КД2124
1. При подготовке к первоначальному пуску необходимо проверить:
- тщательность расконсервации агрегата;
- работу системы смазки пресса КД2124;
- натяжение клиновых ремней;
- затяжку всех болтов, гаек и их стопорение;
- исправность воздухопровода и подключение его к воздушной сети;
- показания манометра регулятора давления;
- вращение маховика, провернув вручную вал пресса КД2124Г;
- заземление пресса, электродвигателя, разветвительной коробки и остальной аппаратуры;
- исправность электрооборудования и подключение его к цеховой сети.
2. Включением автоматического выключателя в электрошкафу, подать напряжение на силовые цепи и управление прессом (должен загореться сигнал «Напряжение подано»).
3. Включить электродвигатель нажатием кнопки «Пуск привода» (после того, как маховик наберет полное число оборотов, проверить вращение маховика в течение 5-10 минут).
4. Установить режим «Одиночный ход», проверив работу ламп режима «Одиночный ход».
5. Убедиться в соответствии пресса нормам точности (при необходимости отрегулировать зазоры).
6. Проверить работу пресса 2124Г в режиме непрерывных ходов (должен загореться сигнал «Непрерывные хода»).
7. Остановка рабочего хода пресса производится нажатием кнопки «Стоп» на пульте управления.
ЗАПРЕЩАЕТСЯ:
- допускать к работе на прессах КД2124 лиц, не имеющих необходимой квалификации и не прошедших инструктаж по технике безопасности;
- выполнять на прессе технологические операции, усилие и работа которых превышает силовые и технологические возможности пресса, или операции с неизвестным усилием – работой;
- работать на неисправном прессе или прессе со снятыми ограждениями;
- устанавливать и налаживать штампы при включенном электродвигателе и вращающемся маховике;
- осуществлять уборку пресса во время работы;
- поправлять положения заготовки после нажатия педали или кнопок двурукого включения;
- производить ремонт и смену штампов, а также переключение режимов при включенном электродвигателе.
Способы получения товара в г.
Пресс механический КД2124К, КД2324 с доставкой в г. подробные условия и стоимость
Самовывоз по предзаказу (бесплатно) из г. Оренбург
Пункт самовывоза: Оренбургская область, г. Кувандык, ул. Заводская, д. 1Б
Часы работы: Пн-Сб 9:00-18:00
В стоимость доставки не включена перевозка до терминала транспортной компании!!!
- Код товара: 523

- Код товара: 1819

- Код товара: 1830

- Код товара: 1829

")


Отзывы к "Пресс механический КД2124К, КД2324":
Пока нет комментариев