
Фуговальный станок СФ 6-1 - Украина

| Длина стола, мм | 2500 |
| Ширина обработки, мм | 630 |
| Кол-во ножей | 4 |
| Напряжение, В | 380 |
| Мощность, кВт | 5.5 |
| Масса, кг | 720 |
Фуговальный станок СФ 6-1 - Украина
Фуговальный станок СФ 6-1 - это надежное и качественное оборудование, предназначенное для обработки древесины. Он отлично подходит для производства мебели, оконных блоков, дверей и других изделий из дерева.
Преимущества фуговального станка СФ 6-1:
- Высокая производительность - до 200 м/час.
- Простота в эксплуатации и обслуживании.
- Высокое качество обработки поверхности изделий.
- Надежность и долгий срок службы.
Особенности фуговального станка СФ 6-1:
- Рабочая ширина - 600 мм.
- Мощность двигателя - 5,5 кВт.
- Число оборотов шпинделя - 6000 об/мин.
- Возможность регулировки глубины обработки.
Фуговальный станок СФ 6-1 идеально подходит для использования в столярных мастерских, мебельных цехах, предприятиях по производству дверей и окон. Он поможет вам значительно увеличить производительность и качество вашей продукции.
Выбирайте качественное оборудование от компании 'Невастанкомаш' и получите надежного партнера для вашего бизнеса!
Один из распространенных станков серии СФ, предназначенных для строгания древесины, фуговальный станок СФ 6-1 является высокопроизводительным станком, позволяющим производить строгание деревянных плах, плит ДСП, досок, бруса как строго горизонтально, так и под углом в диапазоне от 0 до 45 градусов. Строгание под углом может применяться в случае работы с профилем или с целью снятия фасок. На станке СФ 6-1 может осуществляться кроме ручной и автоматическая подача материала, тем самым оберегая оператора от получения возможных травм. Ножевой вал станка СФ 6-1 защищен подвижным кожухом, это также обеспечивает дополнительную безопасность и предотвращает попадания рук оператора на вал станка. Шум и вибрации снижены благодаря расположения ножевого вала в опорах в едином съемном блоке, большую часть вибраций и биений компенсирует массивная станина.
Описание фуговального станка СФ 6-1:
Станок фуговальный СФ 6-1 конструктивно состоит из коробчатой массивной станины, внутри которой расположен мощный двигатель с безинерционным электрическим тормозом, останавливающим двигатель станка при аварийных ситуациях. От двигателя с помощью ременной передачи вращение передается ножевому валу при помощи клиноременной передачи, закрытой защитным кожухом, на ножевом вале крепятся четыре режущих ножа. Там же, в станине расположен сборник стружки. На станке применена система регулировки натяжения ремней.
Верхние передний и задний стол подачи у станка также цельнолитые, поверхность столов отфрезерована. Направляющая линейка станка сф 6 может регулироваться как по высоте, так и по глубине, обеспечивая нужную ширину и глубину строгания.
Данный станок СФ 6-1 обеспечивает снятие слоя дерева толщиной до 6 мм для черновой грубой обработки. Для более чистовой обработки с помощью системы эксцентриковых валиков, тяг и рычагов устанавливается меньшая глубина. Глубину фугования можно отслеживать с помощью лимба, установленного на щитке станка. Длина обрабатываемой заготовки может быть не менее 400 мм и более чем 2500 мм.
Многими годами проверенный фуговальный станок СФ 6-1 и по сегодняшний день остается на вооружении многих деревообрабатывающих государственных и частных предприятий, компаний, занимающихся строительством жилых зданий, загородных коттеджей, мебельных фирм. Благодаря своей безотказности и простоте управления он стал надежным помощником деревообработчиков.
| Максимальная ширина обработки, мм | 630 |
| Наибольшая толщина снимаемого слоя, мм | 6 |
| Общая длина столов, мм | 2500 |
| Количество ножей ножевого вала, шт | 4 |
| Диаметр корпуса ножевого вала, мм | 115 |
| Частота вращения ножевого вала, об/мин | 4500 |
| Мощность привода ножевого вала, кВт | 5,5 |
| Необходимая производительность вытяжного устройства, куб.м/час | 4200 |
| Размер аспирационного патрубка (1шт), мм | 180 |
| Габаритные размеры, мм | 2560х1300х1450 |
| Вес СФ 6-1, кг | 720 |
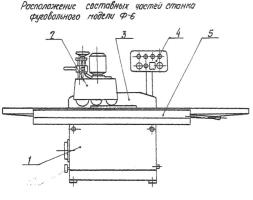
Общий вид фуговального одностороннего станка СФ-6

Фото фуговального одностороннего станка сф-6
Расположение основных узлов одностороннего строгального станка сф-6
Расположение основных узлов строгального станка сф-6
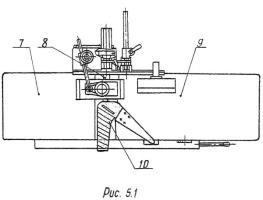
Расположение основных узлов строгального станка сф-6
Перечень составных частей фуговального станка СФ6-1:
- Станина СФ-6.10.000
- Автоподатчик
- Линейка направляющая СФ-6.40.000
- Электрооборудование СФ-6.80.000
- Кожух СФ-6.60.000
- Стол задний СФ-6.21.000
- Вал ножевой СФ-6.31.000
- Стол передний СФ-6.20.000
- Защита инструмента СФ-6.61.000
Расположение органов управления односторонним строгальным станком сф-6
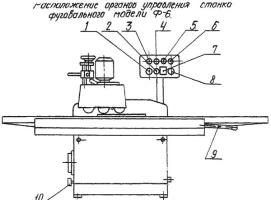
Расположение органов управления строгальным станком сф-6
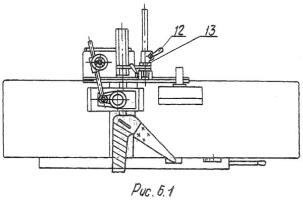
Расположение органов управления строгальным станком сф-6
- Кнопка "Стоп" станка
- Кнопка "Пуск" двигателя ножевого вала
- Кнопка "Стоп" автоподатчика
- Кнопка "Пуск" двигателя автоподатчика
- Переключатель выбора направления движения автоподатчика
- Лампа индикации наличия напряжения
- Переключатель скорости движения автоподатчика
- Рукоятка вводного выключателя
- Рукоятка установки переднего стола на толщину снимаемого слоя
- Рукоятка натяжения ремня
- Рукоятка фиксации положения линейки на столе
- Рукоятка фиксации наклона линейки
Перечень графических символов строгального станка сф-6

Перечень графических символов строгального станка сф-6
Схема кинематическая одностороннего фуговального станка СФ-6
Ножевая головка приводится во вращении от индивидуального электродвигателя через шкивы 1, 2 посредством клиновых ремней.
Регулирование переднего и заднего столов станка по высоте осуществляется эксцентриковыми механизмами 3 при помощи рукоятки 4 и гайки 5.
Перемещение направляющей линейки осуществляется вручную.
Подача заготовок на станке осуществляется вручную.
Устройство и описание составных частей станка
Станина выполнена цельнолитой коробчатой формы, внутри станины установлен электродвигатель привода ножевого вала.
Вращение ножевого вала осуществляется от электродвигателя клиновыми ремнями. Для натяжения ремней предусмотрено вертикальное перемещение подмоторной плиты. Ременная передача закрыта кожухом.
Столы представляют собой плиты с ребрами жесткости по нижней плоскости. Столы перемещаются в вертикальном направлении посредством эксцентриковых валиков через систему рычагов и тяг с приводом от рукоятки для переднего стола и и винта с гайкой для заднего стола.
Наибольшая величина вертикального перемещения переднего стола - 6 мм, заднего - 2 мм. С боковых сторон стола установлены щитки. Указатель глубины строжки — лимб помещен в окне щитка.
Направляющая линейка может перемещаться поперек стола в зависимости от ширины строгаемого материала и может быть установлена на требуемым угол в вертикальной плоскости до 45°.
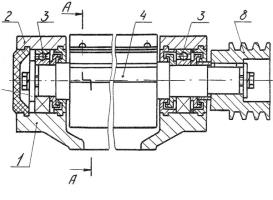
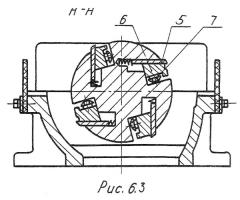
Ножевой вал строгального станка сф-6
Ножевой вал строгального станка сф-6
Ножевой вал строгального станка сф-6
Опоры ножевого вала смонтированы в цельном блоке с съемными крышками. Принятая конструкция позволяет снять механические шумы и вибрацию от вращения ножевого вала.
Торможение ножевого вала электромеханическое. Смазка подшипников опор периодическая через пресс-масленки.
Порядок установки заточенных или новых ножей.
При затуплении ножей необходимо выполнить работы:
- освободить винты крепления ножей (прижимные клинья и винты не снимать) и вынуть затупившиеся ножи;
- очистить пазы в корпусе и клинья от стружки и грязи;
- произвес СФ 6-1ти заточку ножей.
Уравновешивание ножей после переточки достигается путем снятия металла с углов ножа противоположных лезвию.
Это требование должно соблюдаться при установке нового комплекта ножей, при этом геометрия и технические требования на ножи должны быть в соответствии с их конструкцией и ТУ. Рис. 13.2. ирис. 13.3.
Установить в пазы ножевого вала заточенные или новый комплект ножей.
Как правильно установить ножи в ножевой вал:
Деревянный брусок сечением 50 х 40 х 500 имеющий неплоскостность не более 0,05 мм укладывают на задний стол станка над ножевым валом у одного из концов. Вал поворачивают вручную и ослабив крепежные винты изменяют положение ножа так, чтобы лезвие коснулось бруска. Ближайший к бруску крепежный винт слегка затягивают. Передвигают брусок на другую сторону вала. Регулирование осуществляют до тех пор, пока лезвие по всей длине будет расположено одинаково относительно бруска.
Так же регулируют и остальные ножи. Выверенные ножи окончательно закрепляют винтами. Зазор между ножами и губками корпуса не допускается. Качество установки ножей контролируют по усилию проворачивания ножевого вала и звуку возникающему при соприкосновении ножа с рабочей поверхностью бруска, что подтверждает о том, что лезвие ножей находятся в плоскости заднего стола или на 0,02+0,03 мм выше его. После закрепления ножей вал приводят во вращение в холостую и после установки еще раз проверяют затяжку распорных винтов.
Наладка строгального станка сф-6
Наладка станка заключается в правильной установке переднего стола, направляющей линейки относительно ножевого вала и выборе направления подачи.
- передний стол устанавливают так, чтобы его рабочая поверхность была ниже верхней образующей окружности, описываемой режущими кромками ножей. Величина выступа ножей относительно переднего стола определяет толщину снимаемого слоя и устанавливается по имеющейся на стенке шкале;
- автоподатчик располагают над ножевым валом так, чтобы первый подающий ролик находился над передним столом на расстоянии 50.. .60 мм от ножевого вала, а другие ролики - над задним столом.
- Автоподатчик ориентируют относительно направляющей линейки так, чтобы ролики были наклонены под углом 1... 3' к оси ножевого вала
- Направляющую линейку при обработке брусковых деталей располагают так, чтобы расстояние до левого конца ножевого вала было немного больше ширины обрабатываемой заготовки. По мере затупления ножей линейку следует перемещать вправо и обрабатывать деталь той частью ножевого вала, где ножи еще не затуплены.
При обработке деталей с неперпендикулярными смежными поверхностями направляющую линейку наклоняют так, чтобы угол между ее рабочей поверхностью и ножевым валом был тупым.
Регулирование строгального станка сф-6
В процессе эксплуатации станка возникает необходимость в регулировании его отдельных составных частей.
Ремни привода ножевого вала натягивают поворотом электродвигателя с подмоторной плитой вокруг горизонтальной оси, закрепленной на станине. Прогиб ветви ремня должен быть 7 мм под действием силы ЮН (1 кГс), приложенной в середине ветви и перпендикулярно к ней.
Автоподатчик регулируется по высоте маховичком в зависимости от толщины обрабатываемых заготовок. Расстояние от рабочей поверхности переднего стола до нижней образующей поверхности подающих роликов должно быть на 2.. .3 мм толщины заготовки.
Скорость подачи заготовки выбирают в зависимости от ширины и толщины снимаемого слоя, породы древесины и ее влажности, направления волокон и т.п.
Требуемую скорость устанавливают переключением пакетного выключателя электродвигателя или перестановкой приводного ремня на ступенчатых шкивах автоподатчика.
Закончив наладку и регулировку неработающего станка, следует внимательно осмотреть ножевой вал и пустить станок на холостой ход. При нормальной работе ножевого вала и автоподатчика - обработать пробные заготовки.
Нож строгального станка сф-6

Нож строгального станка сф-6
Способы получения товара в г.
Фуговальный станок СФ 6-1 - Украина с доставкой в г. подробные условия и стоимость


")


- Код товара: 5147
")
- Код товара: 21335
")
- Код товара: 21336
")
- Код товара: 21561
")
")



Отзывы к "Фуговальный станок СФ 6-1 - Украина":